こんな製品・用途でバット溶接機が使用できる
トランス端子
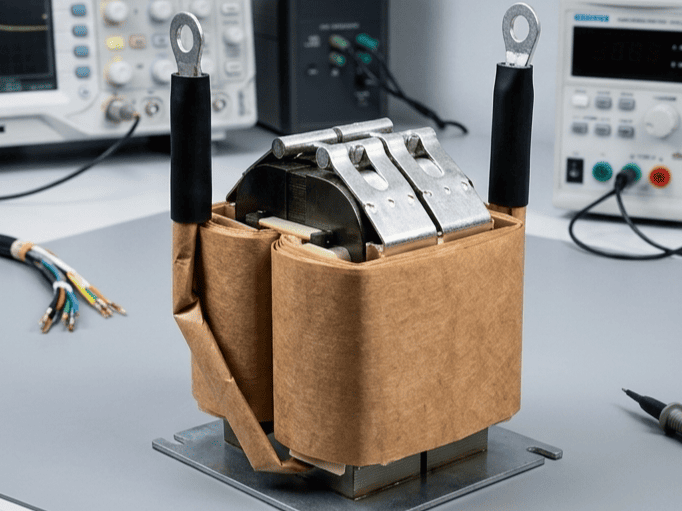
トランス(変圧器)の巻き線と端子の接合において、バット溶接の活用が期待できます。従来、巻き線と端子の接合には、スリーブを用いたかしめ工法が一般的に採用されてきました。しかし、スリーブのコスト・かしめ工程の工数・設計上の制約・接合部の電気抵抗といった課題が残っていました。
バット溶接機を用いることで、スリーブ不要の直接接合が実現し、コストダウン・設計自由度の向上・電気的信頼性の向上を同時に達成できます。
また、バット溶接の場合には、銅巻き線と銅端子の接合以外にも、アルミ巻き線と銅端子の接合など、異材であっても対応が可能となります。
バット溶接以外に選択される溶接工法
-
かしめ
-
プレス加工
バット溶接を用いた場合の効果
スリーブ廃止によるコストダウン・工程削減
従来のかしめ工法では、巻き線と端子をスリーブに差し込み、かしめる工程が必要でした。スリーブ部品そのもののコストに加え、かしめ工程の工数も発生しています。スリーブをなくす手段としては、プレスで端子形状に材料を押しつぶして形状カット・穴あけを行う方法も考えられますが、工程が複雑になります。バット溶接であれば、スリーブなしで巻き線と端子を直接突き合わせて接合でき、部品コスト・加工工数の両面から大幅なコストダウンが可能です。
設計自由度の向上
スリーブを使用する場合、スリーブの外径・長さ・差し込み代などが設計上の制約となり、トランス全体のサイズや配置に影響を与えます。バット溶接で直接接合することでスリーブが不要となり、設計制約が少なくなります。省スペース化や製品の小型化にも寄与します。
電気抵抗の低減・発熱抑制
かしめ接合では、接触面積や圧着状態によって接合部の電気抵抗が高くなりやすく、通電時に発熱や電気ロスが生じるリスクがあります。バット溶接により接合した場合は、かしめに比べて接合部の電気抵抗を低く抑えることができ、発熱の抑制と電気ロスの低減を実現します。トランスの効率向上に直接貢献します。
また、アルミ巻き線と銅端子をかしめ接合した場合、電蝕が発生し接合部の信頼性が損なわれる可能性がありますが、バット溶接ではこれを大幅に軽減できます。
トランス端子を対象とする溶接機

トランス端子の接合は当社にお任せ
トランス端子のコストダウンや接合信頼性向上でお困りの皆様、ぜひお気軽に当社へご相談ください。アルミ巻き線と銅端子の異種金属接合においても、貴社のワーク形状・断面積に合わせた最適な溶接条件の提案や、サンプル作製を承ります。