異種金属溶接
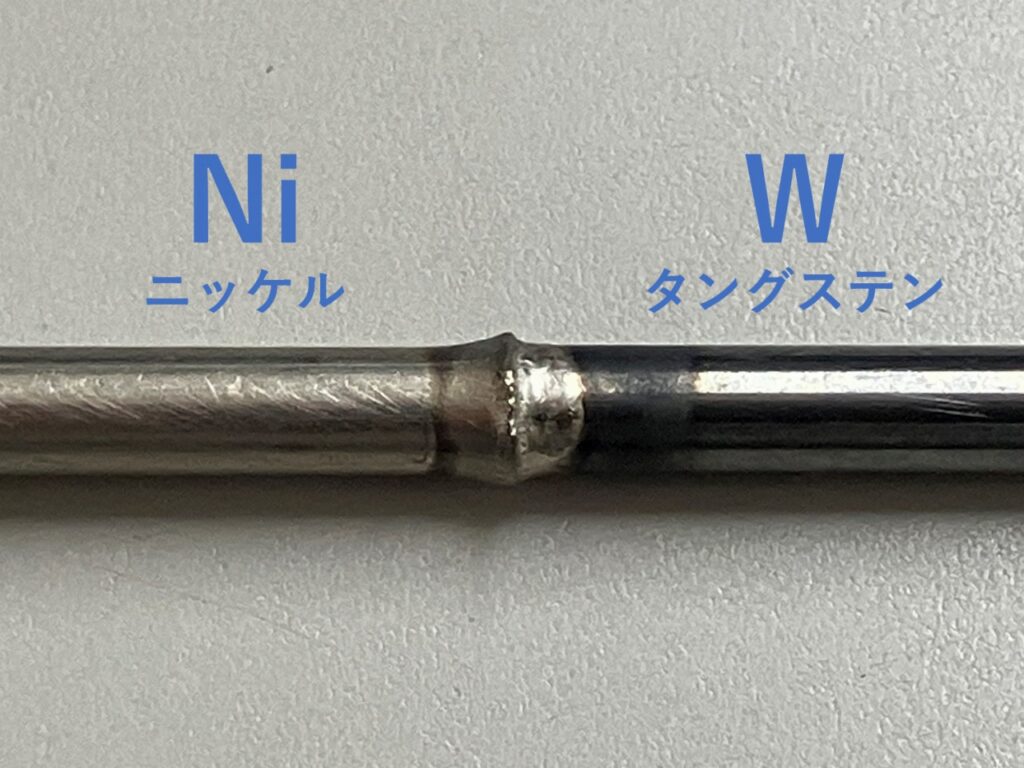
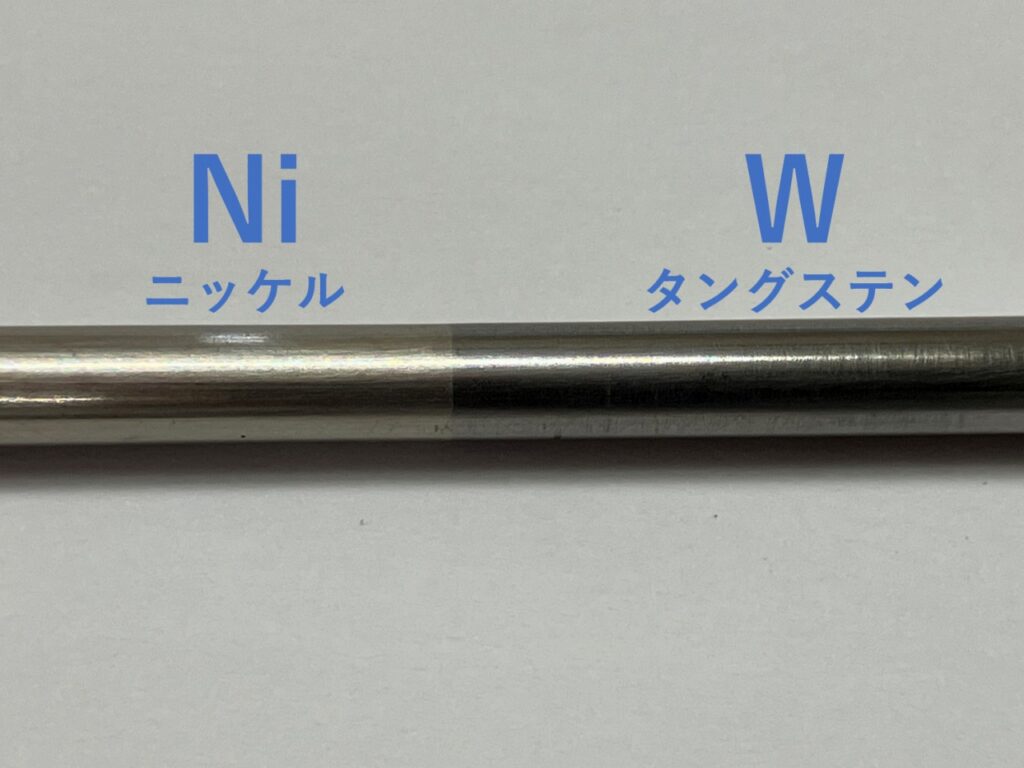
バット溶接によるタングステンとニッケル(W+Ni)の接合

タングステン(W)の融点は3380℃と、金属の中では最も融点が高く、大きな電気抵抗と高温剛性に優れることから、ヒーターやフィラメント、放電電極材料などに用いられています。
また、比重も19.3と非常に重い金属であるため、鉛の代替品としての用途もあります。しかし、タングステンは硬度が高く脆いため加工が非常に難しく、高温環境下での酸化という問題点もあります。
ニッケル(Ni)の融点は1453℃と比較的高く腐食や酸化に強い特性をもつことから、装飾用メッキや合金化してステンレス鋼や耐熱鋼に広く使用されています。
ニッケルは耐食性が高く加工性に優れるため、タングステンと接合して使用することによってタングステンの特性を生かしつつ、欠点である加工性や高温安定性を補うことが出来ます。用途の一例として、タングステン製のヒーターやフィラメント,放電電極のシャンク部分にニッケルを接合することでシャンク部分の形状を自由にデザインすることが可能でかつ電気的に信頼性の高い接続点とすることが可能となります。
タングステンとニッケル(W+Ni)の接合方法
タングステンは高融点金属のため溶解が非常に困難で、一般のアーク溶接などでは接合できません。
タングステンとニッケルの接合方法としては、ろう付けや拡散接合などの固相接合が主な接合方法ですが、材料形状や設備の制約があるとともに、接合に時間がかかるなどの問題があります。
バット溶接でのトライ
そんな中、お客様から『バット溶接でタングステンとニッケルを接合したい』とのご相談を頂き、テストトライを行い、バット溶接で、わずか1秒以内に、接合強度400MPa相当の接合に成功しました。
テストに使用した機種は FA-50DGS(定電流アプセット仕様)です。

↓ 動画で確認!バット溶接法による タングステン+ニッケル の接合 ↓
高融点金属の溶解と排出を利用した接合
バット溶接特有の加圧を加えながら通電し短時間で溶融物を排出するというプロセスが、接合界面を真空状態にし、大気環境下では実現できないような高融点金属の溶解と凝固を実現させたと考えます。
その接合メカニズムは明確には解っておらず、今後メカニズム解明のための研究を実施してまいります。
タングステンとニッケルをバット溶接で接合するメリット
タングステン(W)とニッケル(Ni)をバット溶接で接合するメリットとして以下があげられます。
①接合時間が短時間
通電開始から接合完了までわずか1秒以下という超短時間での接合が可能です。
②大気環境下での接合
大気環境下で接合が可能なため、真空チャンバーなどの大がかりな設備が不要です。
③熱影響が少ない
材料を銅の電極で完全にクランプし加熱するので、母材への熱影響が極少です。
④材料形状の制約が少ない
丸棒突き合せ、角材、平板突き合せなどの接合が可能です。
タングステンなどの高融点金属の接合を検討されている皆様、お気軽に当社にご相談ください!
高融点金属ををバット溶接にて接合することは、多くのメリットを生み出します。タングステンやニッケルをはじめ、高融点金属の異種金属溶接をご相談頂きましたら、サンプルの作成から製品開発まで、一貫してサポートさせて頂きますので、お気がるにご相談ください。
相談はこちらから!
