技術情報・技術コラム
バット溶接と焼鈍
1.焼鈍とは
焼鈍(しょうどん)とは、焼入れされた又は加工硬化した金属材料を加熱してからゆっくり冷却することで、金属結晶の組織を整えたり、柔らかくして加工しやすくしたりする、熱処理の一種です。
焼鈍は3段階の工程で行うことが一般的です。
①加熱工程:まずは適切な温度まで加熱します。金属の材質や焼鈍目的によって温度は異なりますが、600~900℃程度に加熱します。
②保持工程:次に、加熱した温度で一定時間その温度を保持します。これも金属の材質やサイズ、焼鈍目的によって変わりますが、数秒から数時間温度を保持します。
③徐冷工程:最後に、高い温度からゆっくりと温度を下げていきます。急冷してしまうと、焼鈍の効果は得られません。
※焼鈍と表現しておりますが、ここでは「焼戻し」や「焼準(焼きならし)」の内容も含んでおります。
2.焼鈍の目的
焼鈍を行うことにより、様々な効果を得ることができます。
以下に代表的な例を挙げますが、先に述べた通り金属の材質や目的によって、材料を加熱する温度や時間には違いがあります。
金属組織の軟化
加工しやすくするために、金属を柔らかくします。
内部応力の除去
溶接や加工で生じた残留応力を取り除きます。
金属組織の均一化
金属の結晶組織を整えて、金属の性質を安定させます。
靭性、延性の向上
割れにくく、よく伸びる性質を得ることができます。
3.バット溶接後に焼鈍が必要な理由
バット溶接を行うと、材料に焼入れの効果が発現してしまいます。
焼入れ効果によって材料の硬度が高くなり、後工程に悪影響を及ぼします。
例えば、プレスのパンチやダイの損傷や、フォーミングラインでの材料割れ等、大きな損失が発生する可能性があります。
その為バット溶接後には焼鈍を行い、硬度を下げたり靭性を上げたりする必要があります。
4.焼鈍の注意点
焼鈍を行う際には、いくつか注意するポイントがあります。
材料に合わない条件設定で焼鈍を行うと、焼鈍の目的を達成することができなくなってしまいます。
保持温度の設定
金属の材質によって適切な焼鈍温度は異なります。材質に合った温度範囲で実施する必要があります。
温度保持時間の設定
材料全体を均一な温度にする必要がありますので、十分な温度保持時間が必要です。
徐冷時間の設定
急冷すると焼鈍効果が発揮されませんので、徐冷する必要があります。材質の変体点をゆっくりと温度下降させることが重要です。急冷すると、硬化が再発する可能性があります。
焼鈍後の寸法変化
材料の残留応力が除去されることにより、わずかながら寸法が変化することに留意する必要があります。
ステンレスや非鉄金属
ステンレスや非鉄金属については、一般的に焼鈍の必要はありませんが、高精度な寸法や強度を要求する接合部では、焼鈍が推奨されることがあります。
5.自動焼鈍機

東京新電機では自動焼鈍機を設計製造しております。
「初期加熱温度」「保持温度」「徐冷最終温度」といった温度設定と、「立上り時間」「保持時間」「徐冷時間」の時間設定のすべてをデジタルで設定でき、放射温度計からの測定温度をフィードバックしながら、温度と時間を高精度にコントロールします。
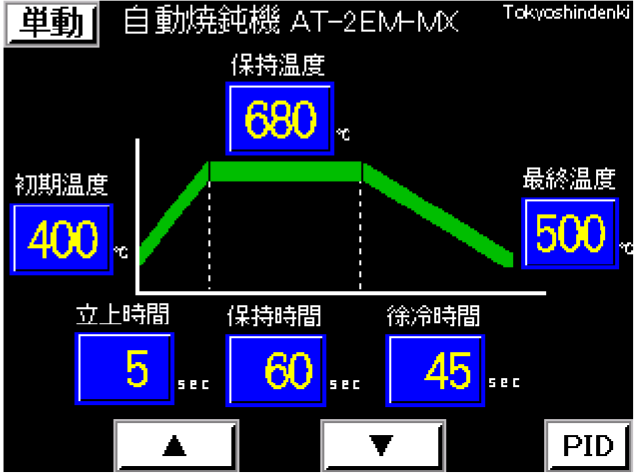
材料をエアシリンダにてクランプし、起動ボタンを押すだけの簡単操作です。
また、材料や設備に合わせカスタマイズしたオリジナルマシンも製作可能です。
関連する技術情報・技術コラム
-

バット溶接機の基礎
ワイヤー・線材の溶接ってどうやるの?
ワイヤー・線材の溶接について、各種溶接工法の説明や、バット溶接がなぜワイヤー・線材の溶接に最適なのかを解説しています。… -

バット溶接機の基礎
シャフトの接合をバット溶接で行う!
シャフトの溶接にバット溶接機を用いる場合のメリットについて紹介します。… -
バット溶接機の基礎
パイプ同士の溶接における、バット溶接機の優位性は?
パイプ同士の溶接において、バット溶接機を用いる場合の優位性、メリットを紹介します。… -

バット溶接機の基礎
アーク溶接とバット溶接!どちらが有利?
アーク溶接とバット溶接について、優位性を比較しています。アーク溶接の基礎知識も含んで、紹介します。… -

バット溶接機の基礎
バット溶接とは?特徴やバット溶接機の種類も解説
バット溶接や、バット溶接機の種類について説明しています。…