技術情報・技術コラム
バット溶接とは?特徴やバット溶接機の種類も解説
バット溶接とは
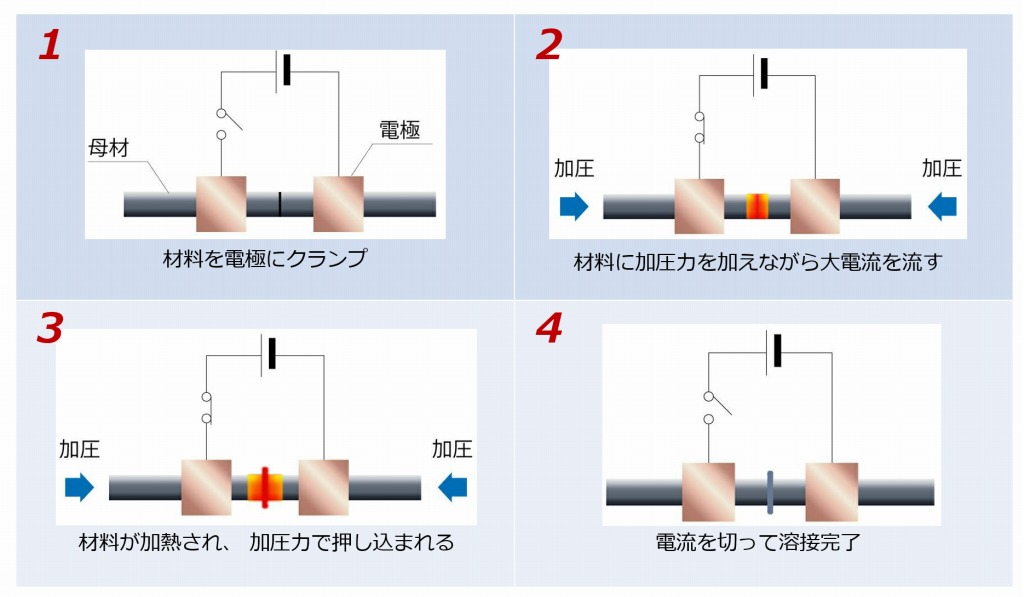
バット溶接は抵抗溶接の一種です。溶接する金属材料をそれぞれ電極で挟み、材料の端面同士を隙間がないように突き合わせてセットします。そこに接触方向への圧力を加えながら、電極に低電圧・大電流を流すことで、端面間に電気抵抗による発熱が生じます。この熱を利用してお互いを接着させる溶接方法をバット(アプセットバット)溶接といいます。
バット溶接は、金属材料同士の間に発生する熱を利用して溶接しますが、圧接と同じ固相接合に分類されます。アーク溶接等の溶融接合とは異なり、材料を完全に溶融させることなく、加圧力によって塑性変形させ、接触部の材料原子が接合面を跨いで拡散し、金属結合して一体化することにより接合を完了させます。
フラッシュバット溶接は、アプセットバット溶接では不安定な、幅が広い材料や断面積の大きい材料の溶接に使用します。アプセットバット溶接を行う前工程として、溶接材料に通電しながら徐々に材料を近づけてスパークを発生させ、材料端面の不純物の除去と、端面全体に均一な予熱を加えるフラッシュ工程があります。このフラッシュ工程を行う溶接をフラッシュバット溶接と呼び、幅広や大断面積の材料でも安定したバット溶接が可能となります。
バット溶接の流れ
バット溶接の流れを、バット溶接機ソリューションナビを運営する東京新電機製溶接機をもとに説明します。
① 溶接条件を設定します。
溶接材料に合わせた溶接条件を設定します。機種によって異なりますが、ダイヤル,セレクトスイッチ又はタッチパネルで設定します。
② 電極をスタートポジションに移動させます。
溶接材料をクランプする電極をスタートポジションに移動させます。セレクトスイッチ又はボタンを押して移動させます。
(一部アプセットバット溶接機には操作不要なものもあります。)
③ 溶接材料を溶接機にセットします。
溶接材料同士を突き合せた状態で、電極にクランプします。手動クランプレバー,フットスイッチ,押しボタン等があります。
④ 溶接起動します。
通電しながら、片側の電極がもう片側の電極方向へ、圧力をかけて移動し溶接します。起動は、手動レバー,セレクトスイッチ,押しボタン等があります。溶接は1秒程度で完了します。
⑤ 溶接材料を取り出します。
溶接が完了し、溶接材料が冷え固まったところで材料をアンクランプします。
⑥ 簡易焼鈍を行います。
溶接材料によっては、溶接によって硬度が上がってしまいます。溶接機で簡易焼鈍を行う場合には、電極をスタートポジションに戻し、材料をクランプしなおして焼鈍ボタンを押します。
(安定した焼鈍を行いたい場合には、正確な温度制御ができる自動焼鈍機を使用します。)
⑦ ②~⑥を繰り返します。
溶接条件を変更しない場合には、②~⑥を繰り返して溶接を行います。
バット溶接機の種類
東京新電機が保有するバット溶接機のラインナップをもとに、種類別に分類します。
アプセットバット溶接機
| 型式 | ワーク形状・断面積サイズ |
| TH-10A | 平鋼・角材:3~7㎟ |
| TH-13A | 平鋼・角材:7~10㎟ |
| TH-20A | 平鋼・角材:10~13㎟ |
| TH-25A | 平鋼・角材:13~20㎟ |
| TW-3A | 丸棒・ワイヤー:0.5~7㎟ |
| TW-5A | 丸棒・ワイヤー:7~20㎟ |
| TW-50A | 丸棒・ワイヤー:7~80㎟ |
フラッシュバット溶接機
| 型式 | 断面積サイズ |
| F-30 | 3~30㎟ |
| F-50 | 20~80㎟ |
| FA-50 | 30~80㎟ |
| FA-50DGS | 13~80㎟ |
| FA-100A | 30~180㎟ |
| FA-100DG | 30~180㎟ |
| FA-100DGS | 80~240㎟ |
バット溶接機の導入なら、当社にお任せください!
バット溶接機 ソリューションナビを運営する東京新電機は、豊富な製品ラインナップ、特注溶接機開発ノウハウ、溶接工程の自動化等の強みを活かし、バット溶接機メーカーとして選ばれています。
バット溶接機の導入を検討中の皆様、お気軽に当社にご相談ください。
お問い合わせはこちら!
関連する技術情報・技術コラム
-

バット溶接機の基礎
バット溶接と焼鈍
1.焼鈍とは 焼鈍(しょうどん)とは、焼入れされた又は加工硬化した金属材料を加熱してからゆっくり冷却することで、金属結晶の組織を整えたり、柔らかくして加工しやすくしたりする、熱処理の一種です。 焼鈍は3段階の工程で行うことが一般的です。 ①加熱工程:まずは… -

バット溶接機の基礎
ワイヤー・線材の溶接ってどうやるの?
ワイヤー・線材の溶接について、各種溶接工法の説明や、バット溶接がなぜワイヤー・線材の溶接に最適なのかを解説しています。… -

バット溶接機の基礎
シャフトの接合をバット溶接で行う!
シャフトの溶接にバット溶接機を用いる場合のメリットについて紹介します。… -
バット溶接機の基礎
パイプ同士の溶接における、バット溶接機の優位性は?
パイプ同士の溶接において、バット溶接機を用いる場合の優位性、メリットを紹介します。… -

バット溶接機の基礎
アーク溶接とバット溶接!どちらが有利?
アーク溶接とバット溶接について、優位性を比較しています。アーク溶接の基礎知識も含んで、紹介します。…