技術情報・技術コラム
バット溶接機を安定的に稼働させるための管理項目とメンテナンス項目
バット溶接機は、適切なメンテナンスと日常管理を行うことで、長期にわたって安定した溶接品質を維持することができます。逆に言えば、管理が不十分な場合、溶接不良や設備トラブルが徐々に蓄積し、気づいたときには大きな問題に発展していることも少なくありません。
本コラムでは、バット溶接機を安定稼働させるために押さえておくべき「日常管理項目」と「定期点検項目」を解説します。
溶接品質を守る日常管理の5項目
バット溶接機の日常管理において、毎溶接または毎日確認すべき項目は以下の5つです。
① 温度バランス |1日2回 または材料切替タイミング
焼鈍(通電)ボタンで材料を加熱し、材料が均一に加熱されていることを確認します。温度バランスが崩れていると、溶接部の肉盛が偏り溶接不良になったり、溶け代がばらついたりする原因になります。不具合が見られる場合は、電極板の汚損・摩耗状態を確認し、必要に応じて再研磨または新品交換を行います。
② 溶接部の外観・肉盛の状態 | 毎溶接
溶接のたびに、肉盛が均一に出ているかを目視で確認します。肉盛の量・形状ともに正常であることが重要で、「ダンゴ状になっている」「溶けすぎている」といった異常は溶接不良のサインです。肉盛の量や形状が正常でない場合は、溶接条件設定の見直し、電極板の状態確認、および移動側電極の摺動(スムーズに動いているか)の確認が必要です。
③ 段差 | 毎溶接
溶接部に段差が生じていないかを毎溶接確認します。段差がある場合は、電極の摩耗、材料の曲がり・反り、または加圧力の過大が原因として考えられます。
④ 直線性・曲がり | 毎溶接
溶接後の材料に曲がりが生じていないかを確認します。ガイド治具へのスパッタ付着や調整不良、材料自体の曲がり・反り、クランプの状態が主な原因です。
⑤ 溶け代 | 毎溶接
溶け代が設定した範囲内に収まっているかを確認します。溶け代のばらつきが大きい場合は、温度バランスの再調整や電極板の状態確認、電極間隔の調整等で対応します。
定期点検で設備の健全性を維持する
日常管理に加えて、定期的な点検も溶接機の安定稼働に欠かせません。以下の項目を頻度に合わせて実施することが推奨されます。
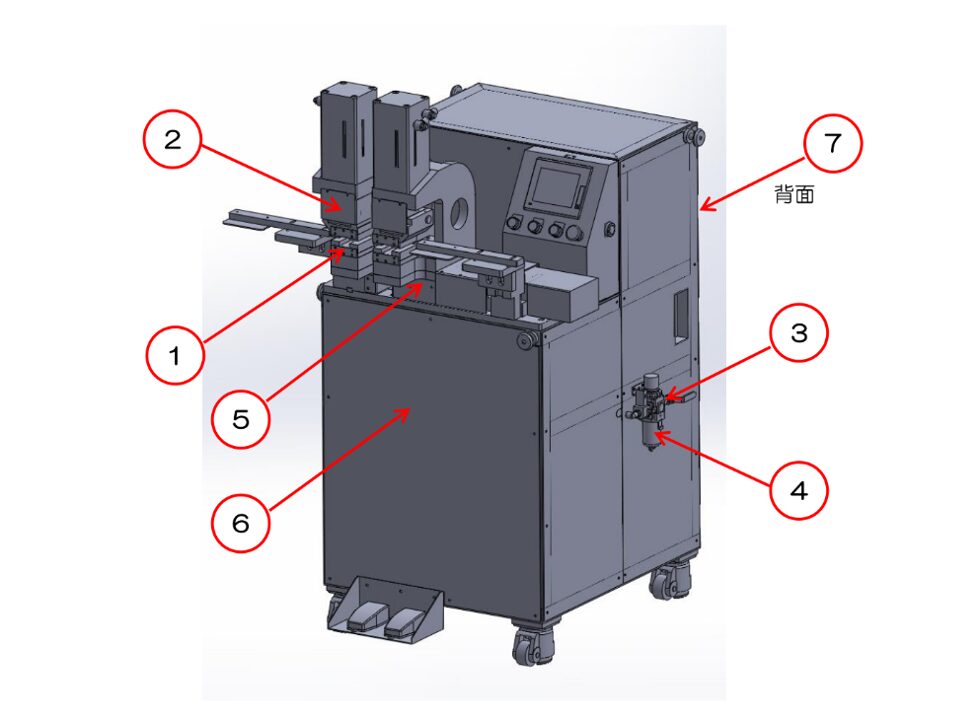
| NO | 点検項目 | 点検頻度 | 確認方法 |
| 1 | 電極板(スパッタ・汚損・摩耗) | できる限り頻繁に | 目視確認 |
| 2 | 温度バランス(クランプバランス) | 1回/日 または材料切替時 | 温度バランス確認 |
| 3 | メインエアー圧力 | 1回/日 | 入力エアー圧力ゲージで確認 |
| 4 | メインエアーフィルター | 1回/日 | ドレイン・汚れの確認 |
| 5 | 移動極の摺動 | 1回/月 | サーボモータの電源を落とし、手で動かして確認 |
| 6 | カバー内部 | 1回/月 | 装置下部フレームカバー内の目視点検 |
| 7 | 制御盤内 | 1回/月 | 装置背面カバー内の目視点検 |
特に電極板は、スパッタの付着や摩耗が溶接品質に直結するため、できる限り頻繁に確認することが重要です。移動極の摺動については、月1回サーボモータの電源を落とした状態で手動確認することで、早期に異常を発見できます。
※上記NOは以下の箇所に該当します。メーカー、機種によって該当箇所はことなりますので、お問合せください。
「メンテナンスの要」は電極機構
バット溶接機のメンテナンスにおいて、最も重要なのが電極機構です。電極が正常な状態でなければ、どれだけ溶接条件を細かく設定しても安定した品質を得ることはできません。毎溶接後にエアーブロー等で電極を清掃する習慣をつけることが、長期安定稼働の基本となります。
バット溶接機のことなら東京新電機にご相談ください
バット溶接機の安定稼働は、日々の管理と定期点検の積み重ねによって実現します。「最近、溶接品質がばらつくようになった」「肉盛の状態がおかしい」といった変化に早期に気づくためにも、本コラムで紹介した管理項目を日常のチェックリストとして活用してください。
設備の点検・診断や、不具合の原因調査についてお困りの場合は、東京新電機までお気軽にご相談ください。