課題解決事例
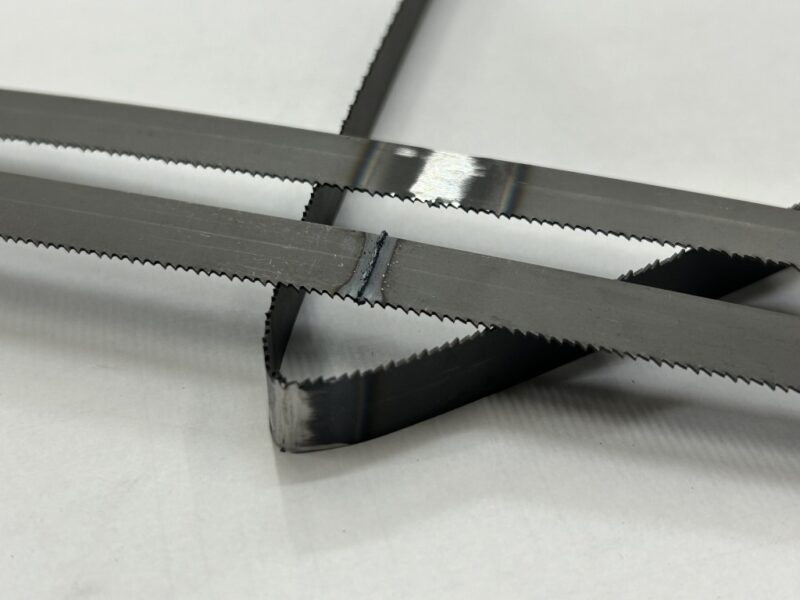
ポータブルバンドソーブレードの高品質接合の実現

| 対象ワーク | ポータブルバンドソーブレード |
| 用途 | 薄板・帯鋼突き合わせ |
| 従来の工法 | バット溶接機(従来機) |
| バット溶接機の種類 | フラッシュバット溶接機 |
| 導入機種 | FA-30DG |
| 導入効果 | 溶接品質の向上 |
お客様の課題
ポータブルバンドソー用のブレードについて、当社従来機同等の溶接機にて接合を行っていましたが、ブレード同士の位置合わせが難しく、接合時にワーク同士の軸がずれてしまうという課題がありました。
歩留まりが低下し、さらに位置合わせに時間がかかり作業効率が低下してしまうという問題もあり、改善が必要でした。
提案・導入効果
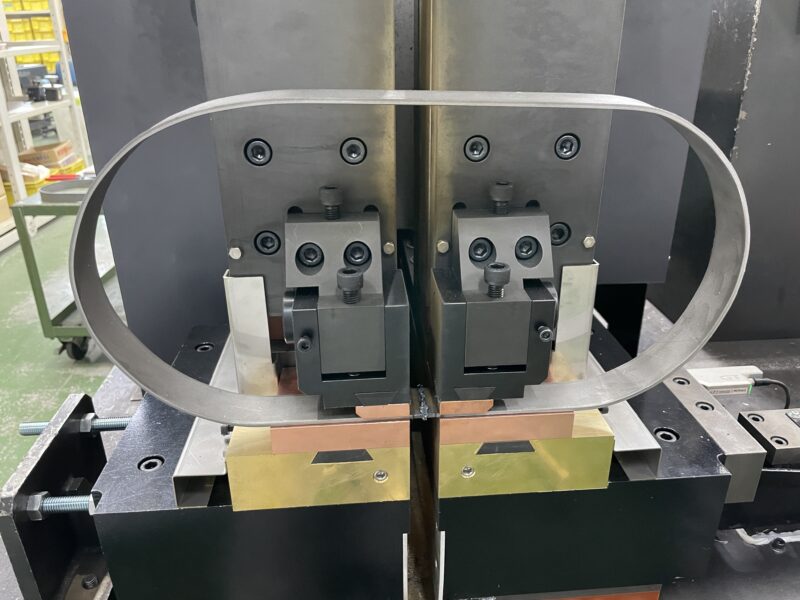
バンドソー用ブレードの高品質な接合が可能になるように開発した、フラッシュバット溶接機:FA-30DG型を提案させて頂きました。
バンドソー用ブレードはt0.5以下であり、ワークの位置合わせに課題がありましたが、FA-30DGは位置調整が容易な機構を搭載しており、さらに電極間隔を最大限狭く設定できるため、接合時のずれが起きにくいというメリットがあります。
実際に量産で使用頂き、溶接品質が向上したため歩留まり、作業効率が改善しました。
バット溶接機ソリューションナビを運営する東京新電機は、バンドソーブレード用バット溶接機で国内シェアNO1を獲得している企業です。バンドソーブレードの接合に際し、お悩みをお持ちの皆様、お気軽にご相談ください。
導入したバット溶接機

関連する課題解決事例
-

ビク型(ビク刃)、トムソン型(トムソン刃)の接合工程で生産性向上
- 対象ワーク ビク刃・トムソン刃
- 用途 薄板・帯鋼突き合わせ
- 従来溶接工法 TIG溶接
- バット溶接機種類 フラッシュバット溶接機
-

茶刈刃溶接時の歪み解消と溶接品質向上
- 対象ワーク 茶刈刃
- 用途 薄板・帯鋼突き合わせ
- 従来溶接工法 TIG溶接
- バット溶接機種類 フラッシュバット溶接機
-

窓枠コーナーサッシの接合における溶接品質向上、溶接時間短縮
- 対象ワーク 窓枠
- 用途 角パイプコーナー溶接
- 従来溶接工法 CO2溶接
- バット溶接機種類 フラッシュバット溶接機
-

駆動用ギアとシャフトの自動接合による生産性向上
- 対象ワーク シャフト
- 用途 丸棒突き合わせ溶接
- 従来溶接工法 圧接
- バット溶接機種類 フラッシュバット溶接機
-

ホイールリムの溶接品質向上と安定化の実現
- 対象ワーク ホイールリム
- 用途 角材突き合わせ溶接
- 従来溶接工法 CO2溶接
- バット溶接機種類 フラッシュバット溶接機
-

ファイバードラム用バンドリング 溶接時間の短縮とランニングコスト低減
- 対象ワーク ファイバードラム
- 用途 角材突き合わせ溶接
- 従来溶接工法 TIG溶接
- バット溶接機種類 フラッシュバット溶接機
-

大口径メタルパッキン(メタルガスケット) 材料コスト大幅低減の実現
- 対象ワーク メタルパッキン(メタルガスケット)
- 用途 平リング突き合わせ溶接
- 従来溶接工法 TIG溶接 レーザカット加工
- バット溶接機種類 フラッシュバット溶接機
-
鉄枠の高強度接合の実現、溶接時間の短縮
- 対象ワーク 耐火物用鉄枠
- 用途 角材リング突き合わせ溶接
- 従来溶接工法 CO2溶接
- バット溶接機種類 フラッシュバット溶接機
-

帯平鋼・角材接合 段取り替え時間50%低減
- 対象ワーク 帯鋼
- 用途 薄板突き合わせ溶接
- 従来溶接工法 TIG溶接
- バット溶接機種類 フラッシュバット溶接機
-

特殊鋼の使用量低減で15%の生産コストダウン
- 対象ワーク 鋏
- 用途 角材突き合わせ溶接
- 従来溶接工法 プレス加工 レーザカット加工
- バット溶接機種類 フラッシュバット溶接機