課題解決事例
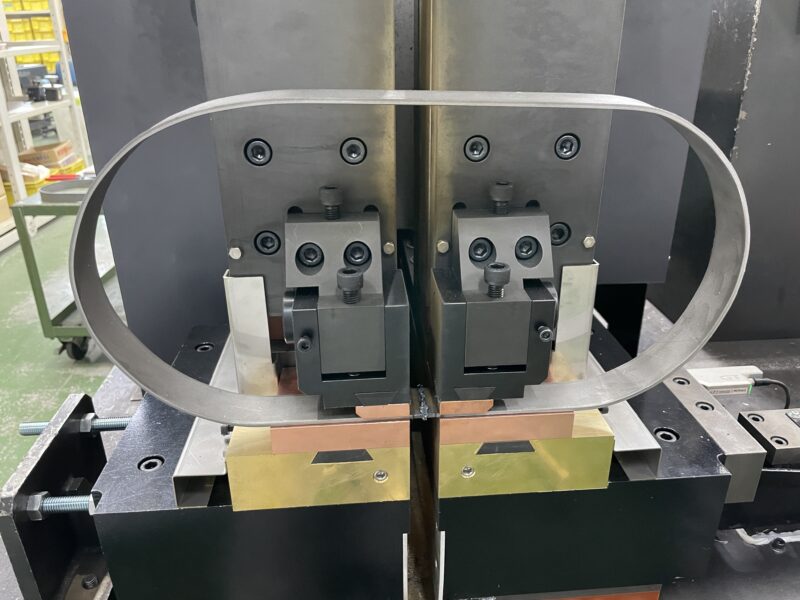
ビク型(ビク刃)、トムソン型(トムソン刃)の接合工程で生産性向上


| 対象ワーク | ビク型(ビク刃)、トムソン型(トムソン刃) |
| 用途 | 板材突合せ |
| 従来の工法 | TIG溶接 |
| バット溶接機の種類 | フラッシュバット溶接機 |
| 導入機種 | FA-100DG F-50 |
| 導入効果 | 溶接品質向上、溶接タクト短縮、作業者スキル不要 |
お客様の課題
自動車部品のシートの抜型として使用されるビク型(ビク刃)、トムソン型(トムソン刃)の製造時、従来、Tig溶接で端面の接合を行っていましたが、量産時の生産性を向上させたいとご相談を頂戴しました。
また、ビク型、トムソン型をTig溶接で接合する場合、刃先が薄く溶接スキルが必要であり、作業者に品質が依存するという課題もありました。
提案・導入効果
今回、フラッシュバット溶接にてビク型、トムソン型を溶接することを提案しました。フラッシュバット溶接機にて接合することで、刃先まで数秒で接合することが可能となり、生産性向上を実現できます。
また、ビク型、トムソン型は刃先まで含めた全面溶接になりますが、フラッシュバット溶接であれば、ワークセット後に、瞬時に全面溶接を行うことが可能であり、作業者スキルも不要になります。
さらに、フラッシュバット溶接では電極棒やガスなどの消耗品が不要となりますので、ランニングコスト低減を実現できる点もお客様に評価頂きました。
従来の溶接品質を維持できることを確認できたため、フラッシュバット溶接機を導入頂きました。実際に生産性向上、品質の安定化を実現できたことから、複数の装置を導入いただいた事例となります。
バット溶接機ソリューションナビを運営する東京新電機は、Tig溶接をはじめとしたアーク溶接から、バット溶接への工法変換の提案が可能です。アプセットバット溶接機、フラッシュバット溶接機から最適機器を選定し、皆様のお悩みを解決します。溶接機の導入を検討中の方、溶接工法の見直しを検討中の方、お気軽に当社にご相談ください。
↓ビク刃・トムソン刃用バット溶接機を動画で確認↓
導入したバット溶接機


関連する課題解決事例
-

茶刈刃溶接時の歪み解消と溶接品質向上
- 対象ワーク 茶刈刃
- 用途 薄板・帯鋼突き合わせ
- 従来溶接工法 TIG溶接
- バット溶接機種類 フラッシュバット溶接機
-

ポータブルバンドソーブレードの高品質接合の実現
- 対象ワーク バンドソー
- 用途 薄板・帯鋼突き合わせ
- 従来溶接工法 -
- バット溶接機種類 フラッシュバット溶接機
-

窓枠コーナーサッシの接合における溶接品質向上、溶接時間短縮
- 対象ワーク 窓枠
- 用途 角パイプコーナー溶接
- 従来溶接工法 CO2溶接
- バット溶接機種類 フラッシュバット溶接機
-

駆動用ギアとシャフトの自動接合による生産性向上
- 対象ワーク シャフト
- 用途 丸棒突き合わせ溶接
- 従来溶接工法 圧接
- バット溶接機種類 フラッシュバット溶接機
-

ホイールリムの溶接品質向上と安定化の実現
- 対象ワーク ホイールリム
- 用途 角材突き合わせ溶接
- 従来溶接工法 CO2溶接
- バット溶接機種類 フラッシュバット溶接機
-

ファイバードラム用バンドリング 溶接時間の短縮とランニングコスト低減
- 対象ワーク ファイバードラム
- 用途 角材突き合わせ溶接
- 従来溶接工法 TIG溶接
- バット溶接機種類 フラッシュバット溶接機
-

大口径メタルパッキン(メタルガスケット) 材料コスト大幅低減の実現
- 対象ワーク メタルパッキン(メタルガスケット)
- 用途 平リング突き合わせ溶接
- 従来溶接工法 TIG溶接 レーザカット加工
- バット溶接機種類 フラッシュバット溶接機
-
鉄枠の高強度接合の実現、溶接時間の短縮
- 対象ワーク 耐火物用鉄枠
- 用途 角材リング突き合わせ溶接
- 従来溶接工法 CO2溶接
- バット溶接機種類 フラッシュバット溶接機
-

帯平鋼・角材接合 段取り替え時間50%低減
- 対象ワーク 帯鋼
- 用途 薄板突き合わせ溶接
- 従来溶接工法 TIG溶接
- バット溶接機種類 フラッシュバット溶接機
-

特殊鋼の使用量低減で15%の生産コストダウン
- 対象ワーク 鋏
- 用途 角材突き合わせ溶接
- 従来溶接工法 プレス加工 レーザカット加工
- バット溶接機種類 フラッシュバット溶接機